|
1
|
|
10
|
|
12
|
|
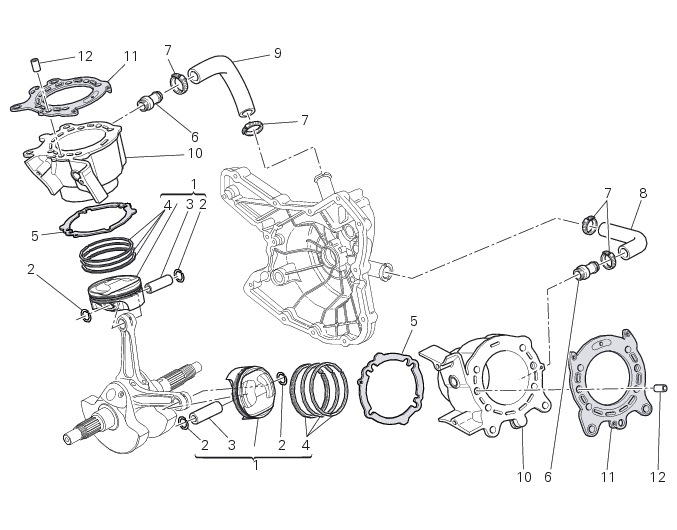
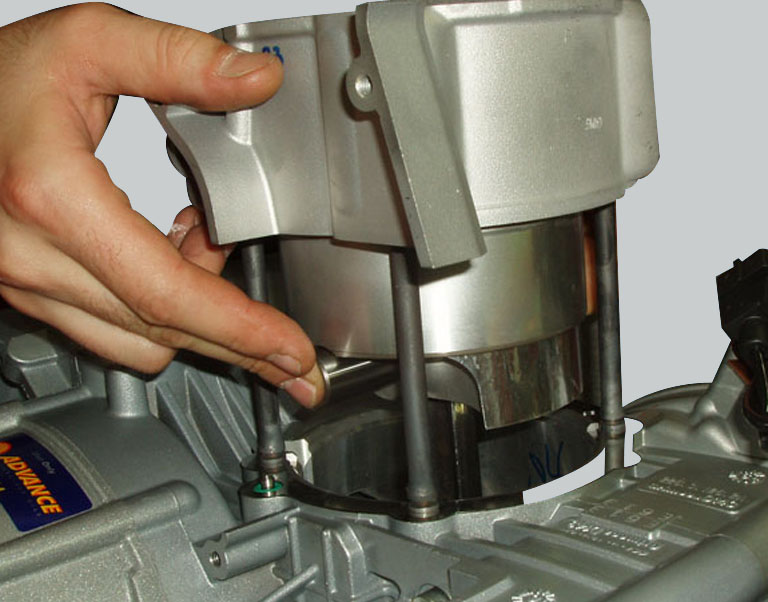
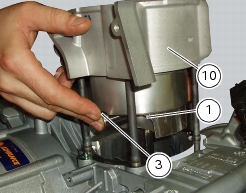
Äußere Riemenabdeckungen und Riemen abnehmen
|
|

|
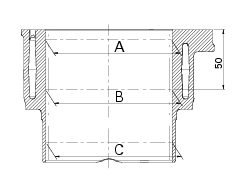
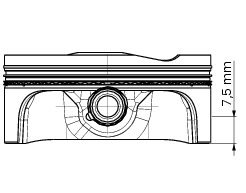
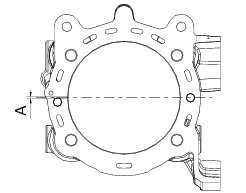
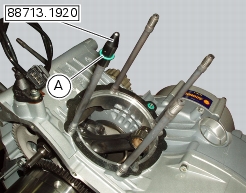
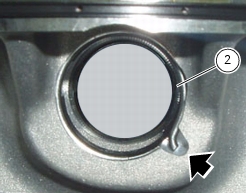
Distanz (A) mm
|
||


|
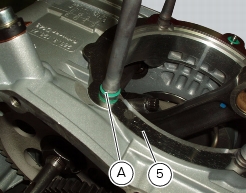
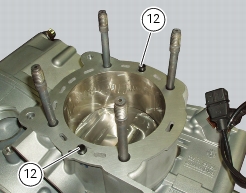
Äußere Riemenabdeckungen und Riemen erneut montieren
|
|