|
17
|
|
20
|
|
23
|
|
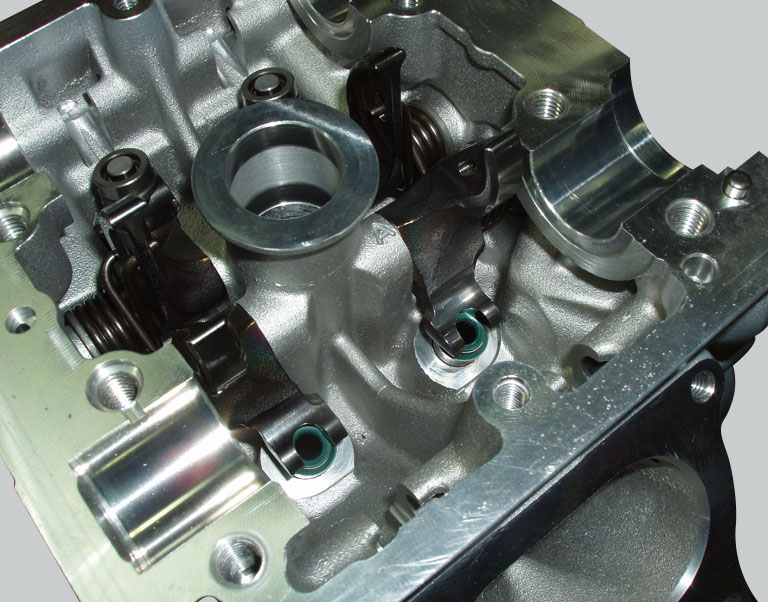
Äußere Riemenabdeckungen und Riemen abnehmen
|
|
|
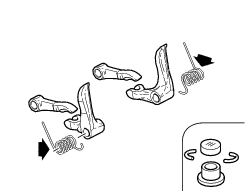
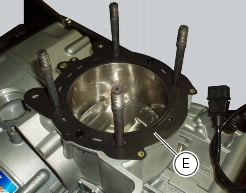
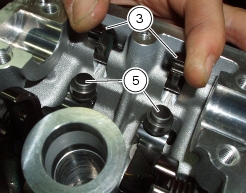
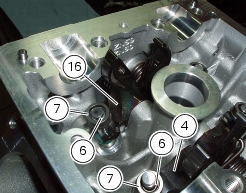
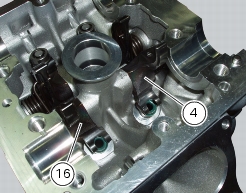
Zylinderkopfdeckel, Nockenwellenlagerbökke und Nockenwellen entfernen
|
|
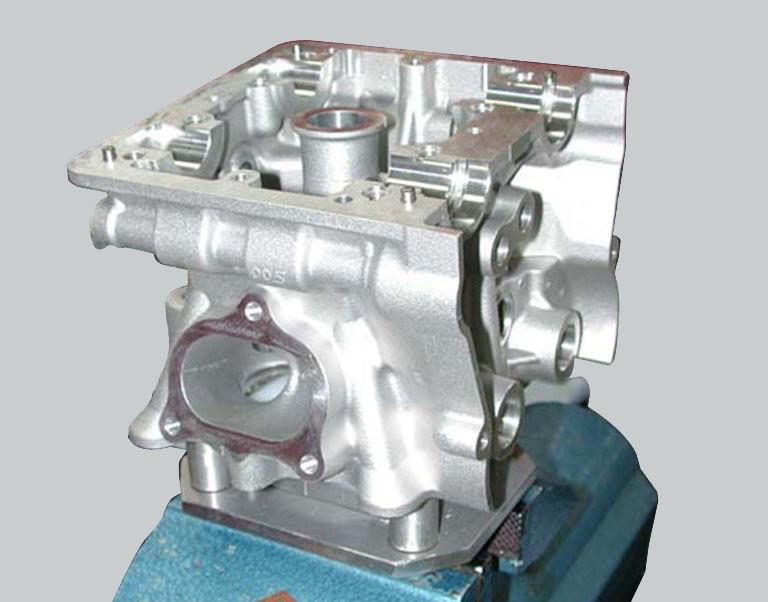
-
|
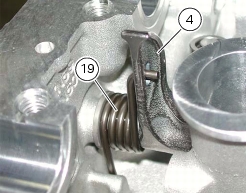
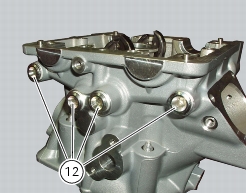
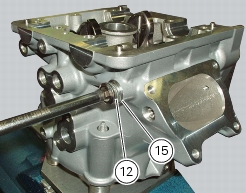
den Zylinderkopf langsam und gleichmäßig bis auf eine Temperatur von 150 °C erwärmen;
|
|
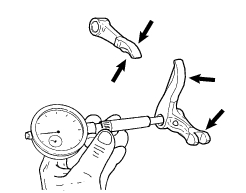
-
|
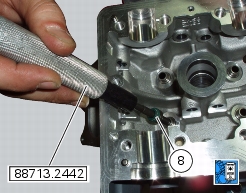
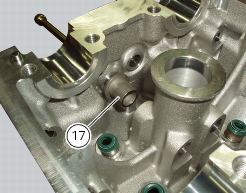
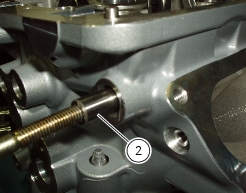
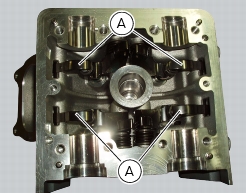
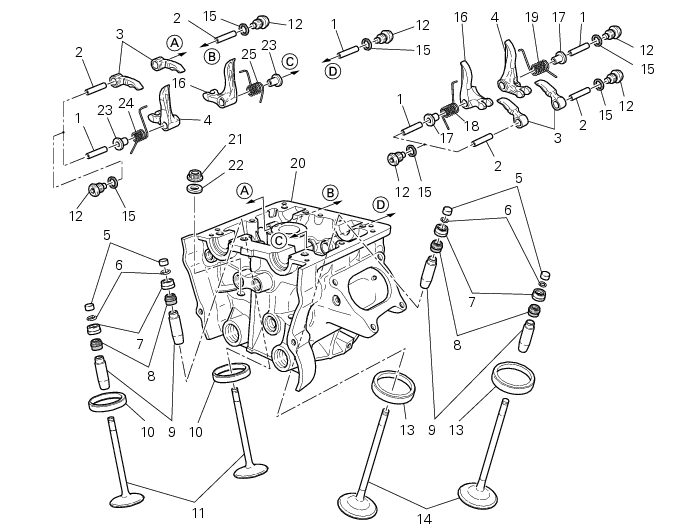
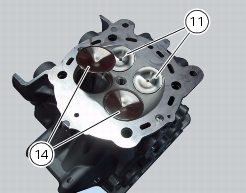
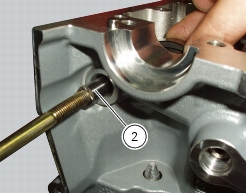
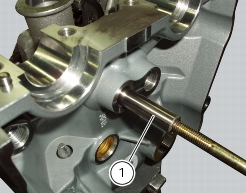
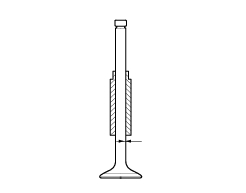
die Original-Ventilführungen mit dem Dorn 88713.2842 entfernen;
|
|
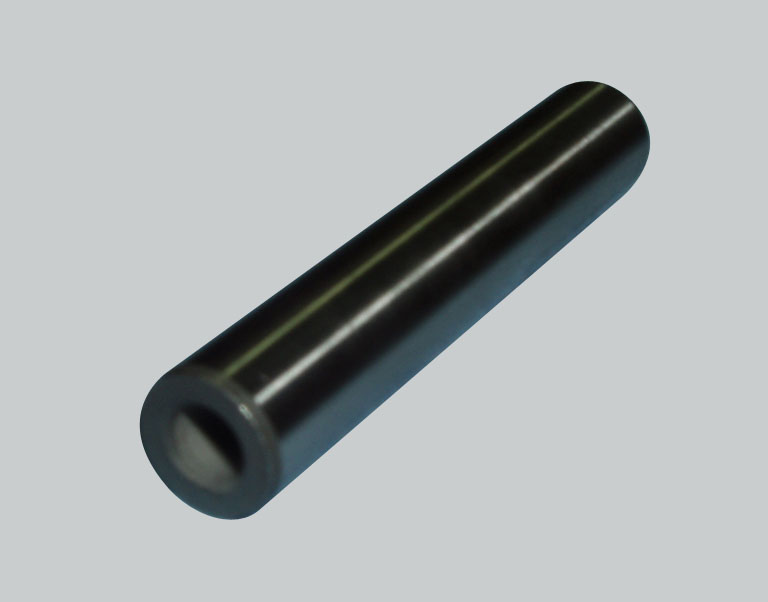
-
|
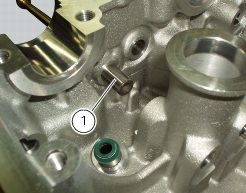
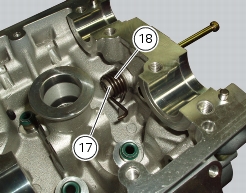
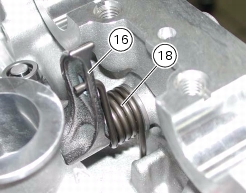
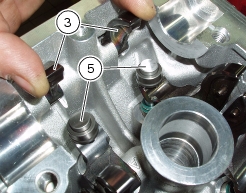
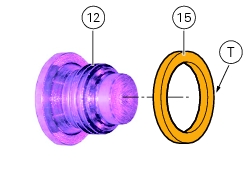
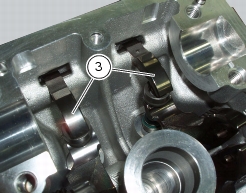
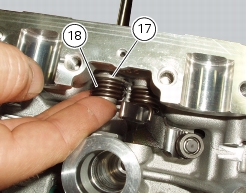
die geeignetste Ventilführung wählen, um ein Montageübermaß mit dem Zylinderkopf von 0,022÷0,051 mm zu erhalten;
|
|
-
|
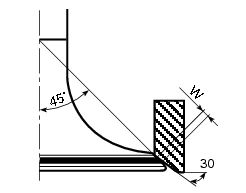
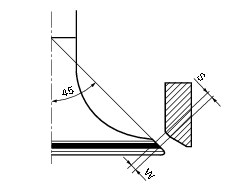
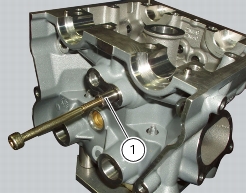
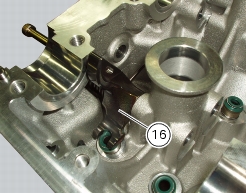
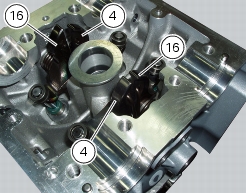
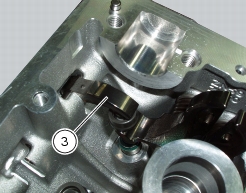
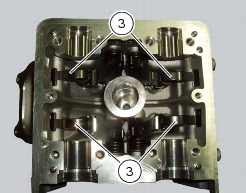
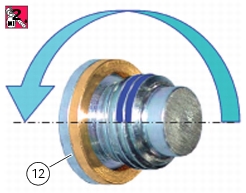
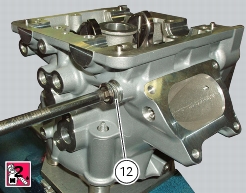
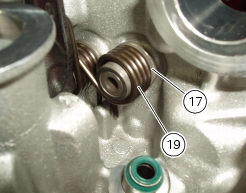
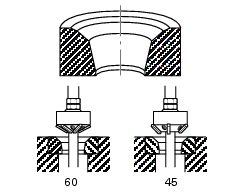
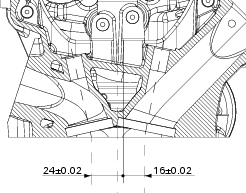
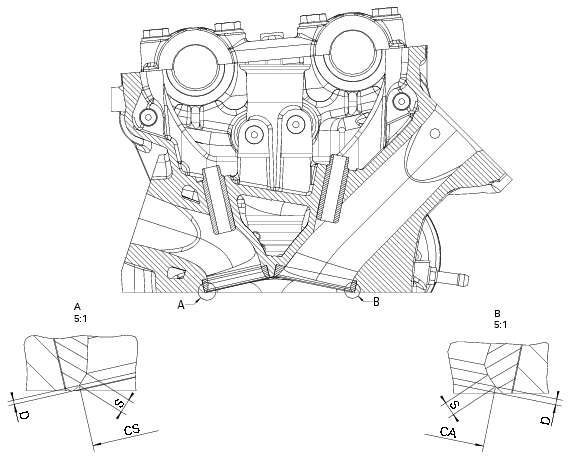
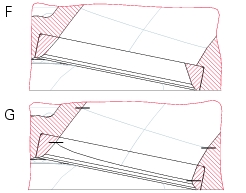
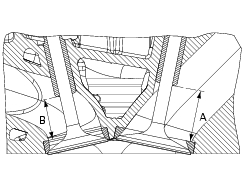
nach dem Schmieren der Ventilsitze die Ventilführung mit den entsprechenden Werkzeugen einbauen und dabei auf die in der Abbildung angegebenen Maße Bezug nehmen;
|

|
-
|
|
-
|
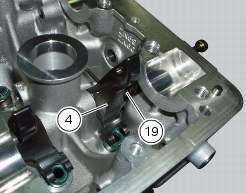
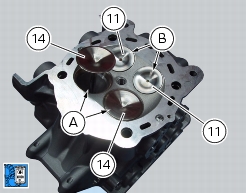
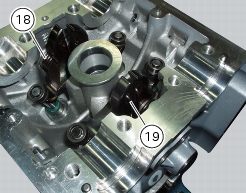
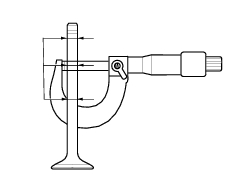
Grenzwert: 0,03 mm.
|