|
1
|
|
12
|
|
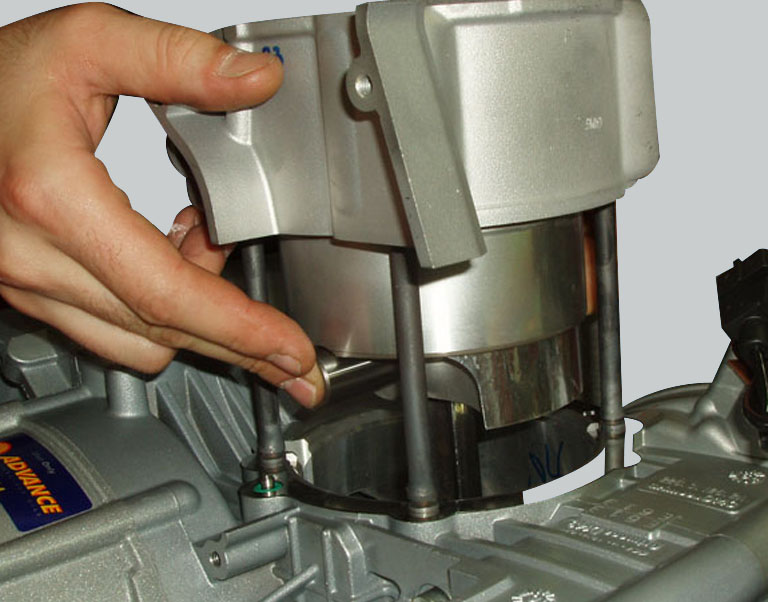
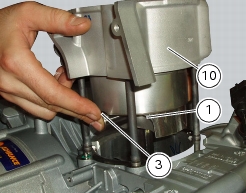
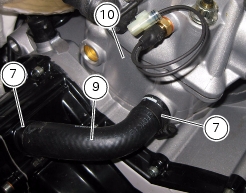
Remove the timing belt covers and the timing belts
|
|


|
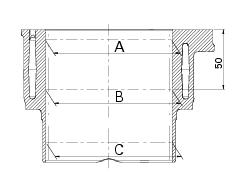
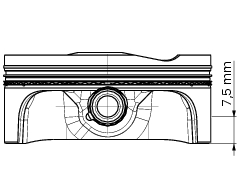
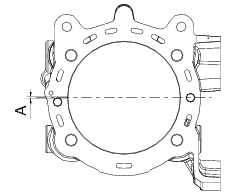
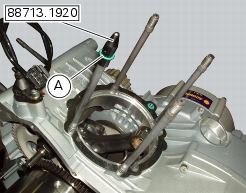
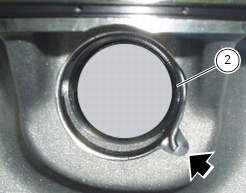
Distance (A) mm
|
||

|
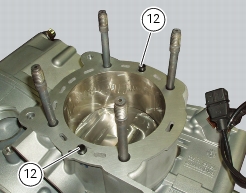
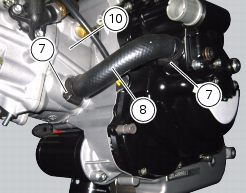
Refit the timing belt external covers and the timing belts
|
|