|
4.5 -
|
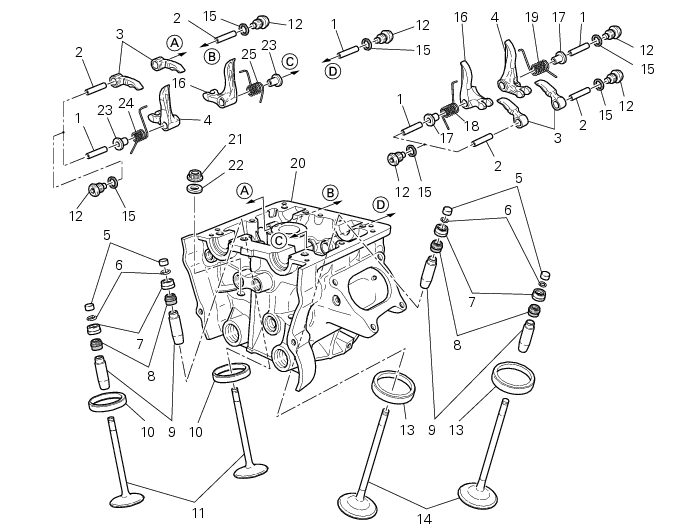
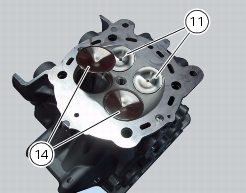
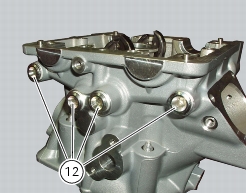
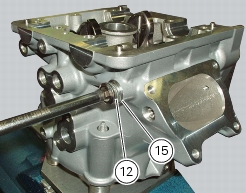
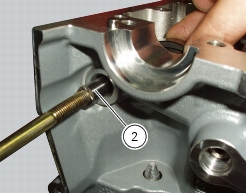
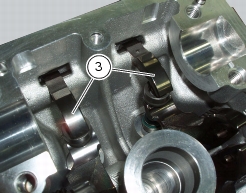
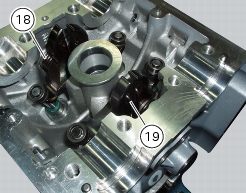
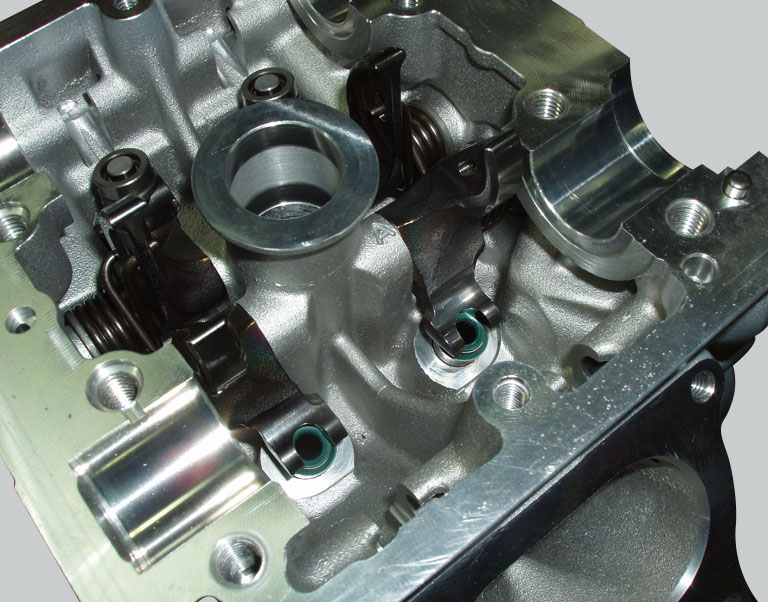
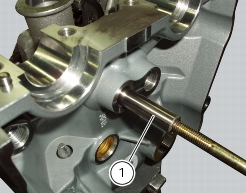
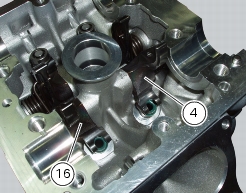
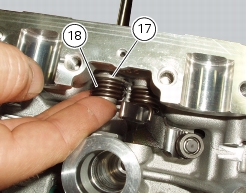
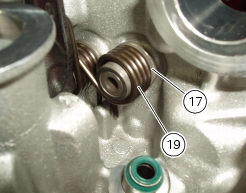
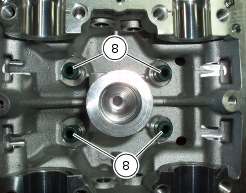
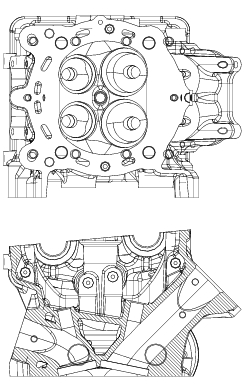
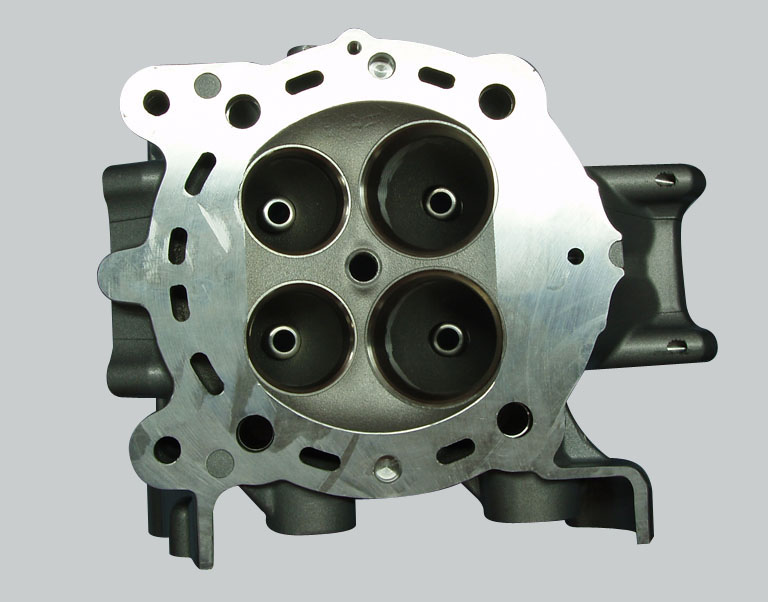
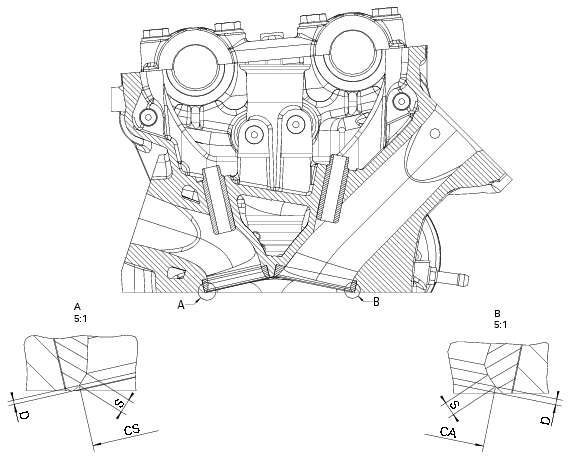
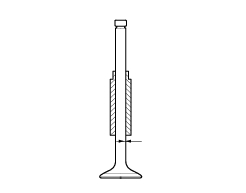
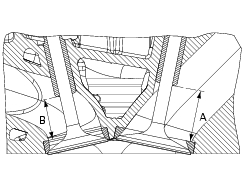
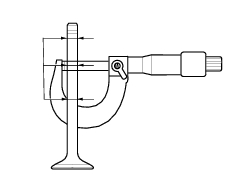
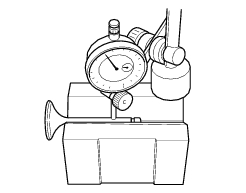
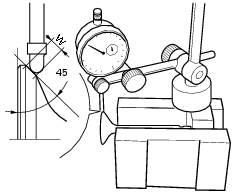
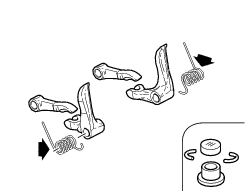
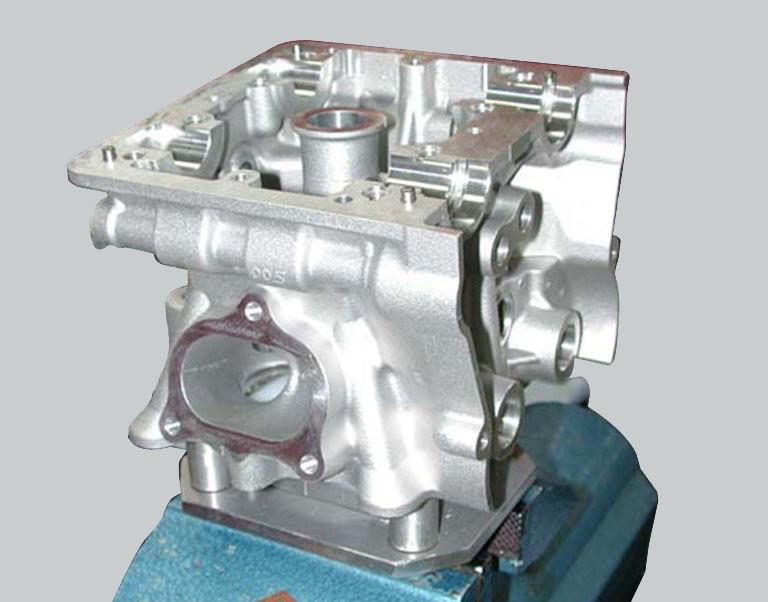
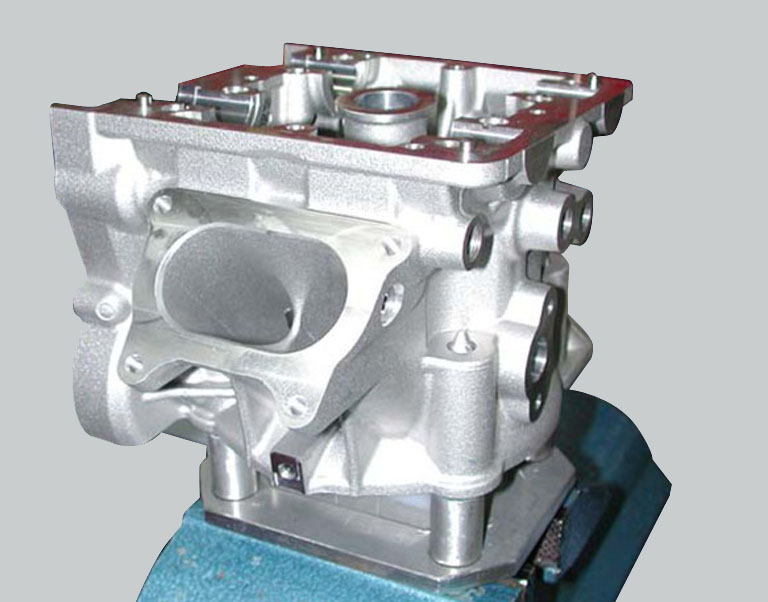
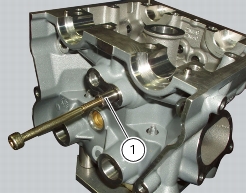
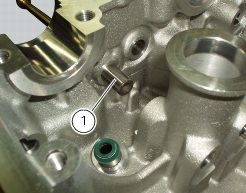
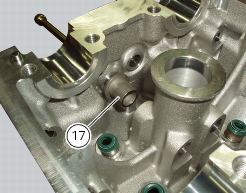
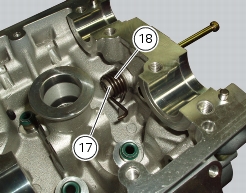
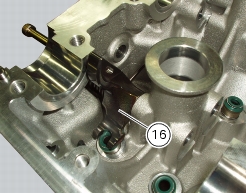
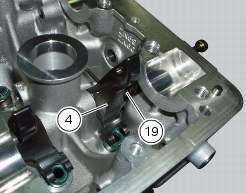
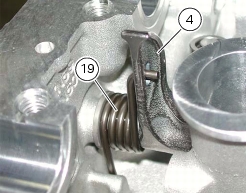
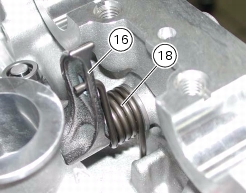
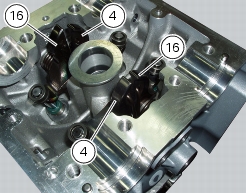
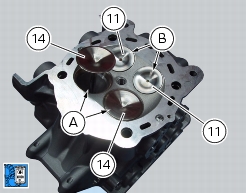
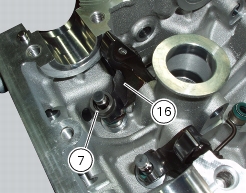
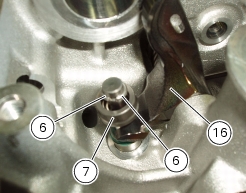
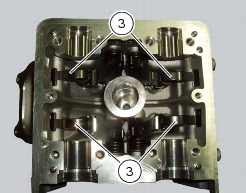
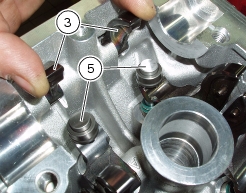
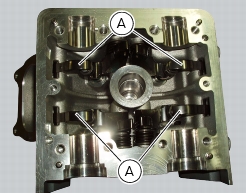
Ensemble culasses : soupapes-culbuteurs
|
|
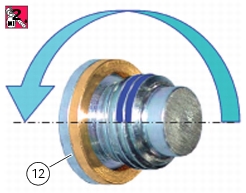
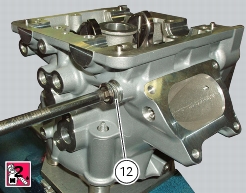
12
|
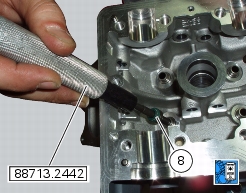
|
17
|
|
20
|
|
22
|
|
23
|
|
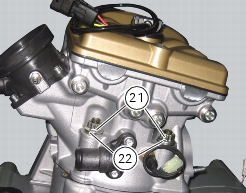
Retirer les couvercles extérieurs distribution et les courroies
|
|
|
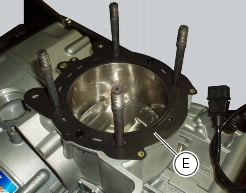
Retirer les couvercles culasses, les supports arbres à cames et les arbres à cames
|
|
-
|
|
-
|

|
-
|
|
-
|
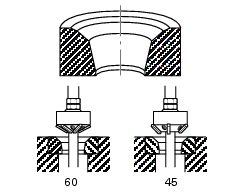
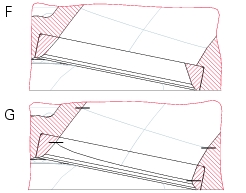
valeur limite : 0,03 mm.
|
|
Reposer les tubulures du système de refroidissement
|
|
|
Reposer les courroies et les couvercles de distribution
|
|